01

Spindle Entrance to Spintec
02
Diagnosis and Disassembly
(1 Week)
03

Quote & Accept by Customer
04

Part Procurement / Production
(2 Weeks)*
05
Assembly
(1 Week)*
06
Spindle Delivery From Spintec
DISASSEMBLY

- All spindle parts disassembly
- Check for visible damage/ failure
- Identify reasons for failure
INSPECTION OF FAULTY SPINDLE
- Inspect all critical parts thoroughly
- Perform motor, sensor and other electrical checks
- Identify reasons for failure
- List out corrective actions
- Prepare spindle analysis report
- Prepare spindle repair quotation
PARTS RECONDITIONING AND GRINDING
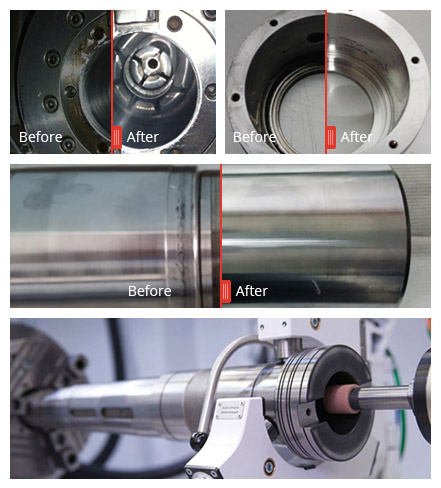
- Hard-chrome plating and taper grinding
- Bearing housing bore, Spindle shaft (front and rear) diameter grinding. Hard chrome plating if needed
BEARING ASSEMBLY WITH PROPER PRELOAD

- Bearing preload influences speed limits, rigidity and other
applicable work loads - Thrust load is applied to shaft and its axial displacement
is measured for obtaining preload
DYNAMIC BALANCING
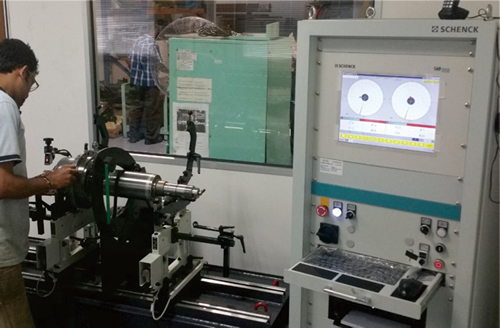
- Check shaft or rotating mass imbalance of all parts
- Schenck precision balancer is used to ensure conformity to ISO 1940/1 standard
STATOR REWINDING

- Full electrical integrity checks for the spindle motor winding including resistance, impedance and insulation check
- On damaged or burnt out stator rewinding is done to OEM specification
ASSEMBLY

- Ultrasonic cleaning of all spindle parts
- Every spindle component is thoroughly degreased and deburred for sharp free edges
- All mechanical and electrical parts assembly
- Frequent checks after every part assembly/ sub assembly to ensure correctness
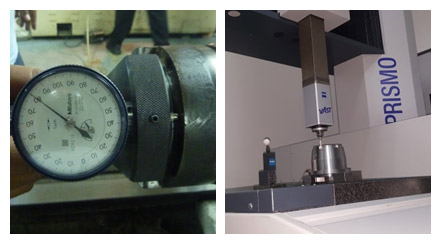
ACCURACY CHECK AND TEST RUN
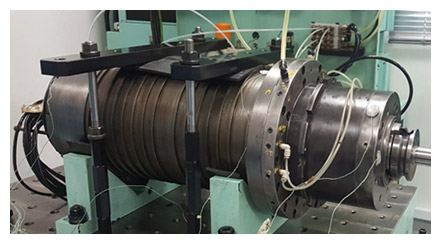
- Test run until maximum speed and ensure thermal saturation
- Clamping force check and test bar check as per ISO 10791-2-1001standard
- Noise test and vibration test (at test bench using field balancer)